To improve productivity and efficiency the manufacturing sector has regularly looked to evolve its systems and embrace new technologies. More recently the pace of change has intensified as we see the emergence of digital technologies such as artificial intelligence, digital twins, advanced analytics, cobotics, and smart manufacturing. Learning from past challenges, particularly in the 1980s when the adoption of robotics faced obstacles due to insufficient consideration of human factors, centres like the Made Smarter Innovation: Centre for People-Led Digitalisation have recognised the important role that people play in the adoption and acceptance of new technologies.
Although digital technologies have the promise of creating significant economic, environmental and societal benefits, they also have the potential to substantially alter the future of work – the jobs people do and how people work. The world is currently at a crucial decision point – what do we want the future of work to look like?
Taking a people-led approach to digitalisation aims at improving the outcome of the adoption of digital technologies. This is achieved through prior explicit consideration and planned appropriate action that prioritises human needs and working patterns in the design and implementation of digitalised work systems.
The team at People-Led Digitalisation are seeking to publish innovative research which explores the human element of digitalisation, be that in the design of digital technologies or the implementation of digital technologies within a manufacturing environment.
They are welcoming original research, reviews, impact and industrial case studies, from the perspective of improving manufacturing performance such as (but not limited to); increased productivity, reduction in environmental impacts, re-imagining manufacturing jobs, people-led digital change. The following top-level themes should be used as a basis:
The future of work in manufacturing to 2030 and beyond,
Stakeholder engagement in digital change,
Digital skills,
Industrial Digital Tools for good work,
Metrics of success in digitalisation projects,
Enablers and barriers to the adoption of digital technologies,
Readiness for digital change,
People-led approach to design of digital technologies.
Watch a short video about the importance of VVT processes and the potential of the new VVT tool.
Research overview
The development of new digital technology needs extensive verification, validation and testing (VVT). Implementing an effective way of analysing the requirements of different stakeholders, i.e., the customer’s voice, regulations and business’s voice and how these requirements must be considered often poses a significant challenge.
This project has developed a systematic method of analysing critical requirements and influences on VVT activity for new technology development and manufacturing. This offers support for the adoption of digital technologies and facilitates collaboration between SMEs and larger companies. The free to use online tool gives you the ability to visually analyse the transition of requirements from risk analysis to prioritisation and the impact of these choices.
This research was conducted by Dr. Khadija Tahera (The Open University). This work was supported by the UKRI Made Smarter Innovation Challenge and the Economic and Social Research Council via InterAct [Grant Reference ES/W007231/1].
For further discussions or potential applications/collaborations, please contact Khadija Tahera.
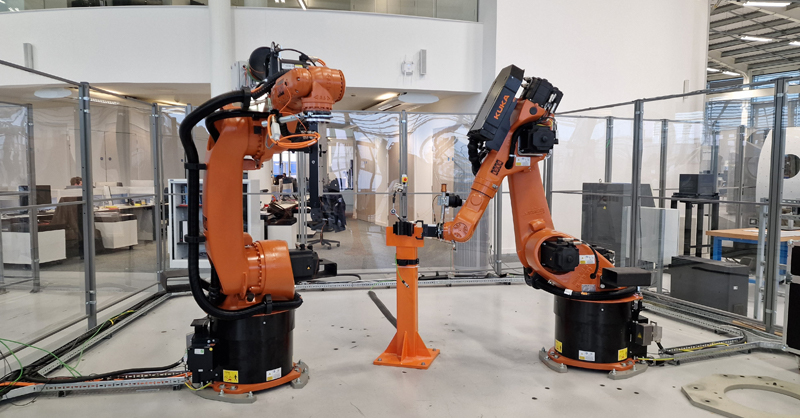
The increasing deployment of mobile robots and collaborative robots is changing the manufacturing landscape with emerging technologies in Industry 4.0.
The deployment of human-robot teams (HRTs) promises to realise the potential of each team member regarding their distinct abilities and combines efficiency and flexibility in manufacturing operations. However, enabling effective coordination amongst collaborative tasks performed by humans and robots while ensuring safety and satisfying specific constraints is challenging.
Motivated by real-world applications that Boeing and Airbus adopt HRTs in manufacturing operations, this paper investigates the allocating and coordinating of HRTs to support safe and efficient human-robot collaboration on synchronised production-logistics tasks in aircraft assembly.
This research was conducted by Dr. Daqiang Guo (IfM, University of Cambridge). This work was supported by the UKRI Made Smarter Innovation Challenge and the Economic and Social Research Council via InterAct’s Early Career Researcher Fund [Grant Reference ES/W007231/1].
For further discussions or potential applications/collaborations, please contact Daqiang Guo.
“Companies need to figure out now how to survive in the future by selling less.” That was the message Professor Janet Godsell conveyed to female supply chain executives at Supply Chain Superwomen. The event, organised by Supply Chain Media to mark International Women’s Day, proved to be a unique opportunity to share supply chain challenges and visualise future scenarios in an open atmosphere.
Female supply chain executives gathered from across Europe at a hotel at Schiphol Airport on 8 March to attend Supply Chain Superwomen. For many of the 45 participants, normally outnumbered by their male colleagues, the event proved to be an eye-opener as they suddenly realised how many women hold top positions in their field. Supply Chain Superwomen was an opportunity to support each other as role models and to encourage more women to run for top jobs.
Diversity leads to higher profitability
“We need to attract more women into supply chain,” said Martijn Lofvers, founder and chief trendwatcher of Supply Chain Media and chair of the event. “Not only do we have to enlarge the supply chain talent pool, we also know that diversity leads to higher profitability as it brings more insight, better decision-making and it drives innovation.”
According to a recent Gartner and Awesome report the percentage of women in the supply chain workforce in 2023 was 41%, compared with 35% in 2016. Just 34% of first line managers are female, falling further to 31% at senior management level and 26% at senior vice president level. “The percentage of women in supply chain is rising, but it’s not fast enough and requires more action by the talents themselves, their managers and HR managers. It is also imperative for the talents to have a supporting sponsor,’’ said Lofvers.
Building future scenarios
With the focus of the event on innovation, Professor Janet Godsell, dean of Loughborough Business School, UK, was invited to lead a workshop on building future scenarios to stimulate the delegates to think out of the box, to start a journey and to make a bolder first step.
“Women need to be brave in organizations to make disruption,” she said. “Since the industrial revolution we have pursued consumption-driven economic growth based not on what we need but on what we want. Now we recognize that this is destroying the planet, hampering social equity and widening the gap between rich and poor,’’ said Godsell.
Surviving with less sales
‘‘Today we are at a pivotal point and we need to make a fundamental change in the way we pursue growth in order to better balance the environmental, social and economic cost of growth. Looking to the future we have to consider the challenges, the trade-offs and the opportunities. Companies today have to work out how to survive in the future by selling less.”
With that in mind, the workshop based on backcasting, a visual approach to scenario-building by creating postcards, stimulated discussion, decision-making and most importantly drawings that depicted the future, in this case 2040. “Backcasting tries to shake people out of their current mind-set and to get them thinking differently about how a digitally-enabled supply chain can look,” explained Godsell.
Dragon’s Den
Earlier in the day three start-ups were invited to enter the Dragons’ Den and deliver their pitches: Lox Solution, which coordinates all carriers during the last-mile delivery, The Climate Choice, an intelligence platform that collects and audits data to enable scope 3 decarbonization, and Winddle, a supply chain collaborative platform to create ecosystems.
The delegates were invited to spend their money – poker chips in this case – on the start-up that had most potential to help them with their supply chain challenges. While all three were relevant, managing sustainability was the biggest issue for many. Consequently, the winner was Lara Obst of The Climate Choice.
As part of Leicester’s Innovation Festival, InterAct partnered with Made Smarter East Midlands (MSEM) to host the latest in their series of Technology Transfer Workshops titled, ‘Increasing Productivity through the Adoption of Digital Technology’ on 9th February, 2024.
The InterAct and MSEM teams gathered a sizeable audience of manufacturers to hear from four Industrial Digital Technology (IDT) providers about solutions designed to assist SME’s with increasing productivity, and the InterAct funded, human insight focused research that can help to support successful implementation.
Attendees had the chance to learn about best practice for adopting new manufacturing technology, minimising implementation time, and maximising upside. Our guest speakers drew on a wealth of expertise to discuss the risks, key challenges, and considerations in adopting digital technology.
Presenters sharing the technologies on offer included:
Phil Tonge and Mark Lees of TQC – discussing their design and supply assembly automation, robotics, and testing equipment services.
George Slater of FourJaw – examining the how manufacturing analytics technology can use new and existing operational information to power data-driven production planning and strategy.
Vignaes Rajesh and Chris Pavelin of Sensopart – delivering a presentation on optical sensors and vision-guided robotic solutions.
Nicola Ballantyne of MESTEC – explaining the benefits of MESTEC’s integration of a manufacturing execution system with a traditional ERP framework to integrated front and back office functions more effectively.
Participants then had the opportunity to hear from two InterAct funded researchers from the University of East Anglia, Dr. Dimitrios Dousios and Dr. Antonios Karatzas about their work on application of digitally servitized business models for SME manufacturers. Their online tool offers decision-makers the means to diagnose the contextual and organisational conditions of their business and determine the suitability of digital servitization business models. You can access their full report and toolkit here.
The event concluded with a panel discussion featuring technology providers and InterAct researchers, discussing the challenges associated with digital implementation and improving productivity within the sector, followed by a general networking session and showcase opportunity for businesses and Made Smarter investments.
Made Smarter East Midlands – ‘Technology Transfer Workshops’ are a dynamic series of events dedicated to empowering manufacturing Small and Medium-Sized Enterprises (SMEs) in the East Midlands. Presented by Made Smarter East Midlands, these workshops are specifically designed to show how the adoption of digital technology can help manufacturers solve everyday challenges and capitalise on new opportunities. To find out more about how Made Smarter Adoption can help you, and keep up to date with upcoming events, visit their website.
The future of manufacturing will be underpinned by two elements: digital technologies and collaboration. The industrial metaverse is the epitome of these elements, using extended reality to blend the physical and digital worlds to transform how businesses design, manufacture, and interact with objects.
This report presents a coherent summary of established knowledge from academia and practice on the drivers, risks, enablers, and barriers of the industrial metaverse for manufacturing through a systematic literature review. These aspects are explored at three levels of granularity: the individual, the firm, and the manufacturing ecosystem.
As a result of this work, the InterAct funded team has also conceptualised a prototype for an industrial metaverse implementation using a case of cocoa manufacturing.
This research was conducted by Dr. Nikolai Kazantsev, Dr. Bethan Moncur, Russell Goh, Professor Chander Velu(IfM, University of Cambridge). This work was supported by the UKRI Made Smarter Innovation Challenge and the Economic and Social Research Council via InterAct [Grant Reference ES/W007231/1].
For further discussions or to propose potential applications/collaborations, please contact Nikolai Kazantsev.
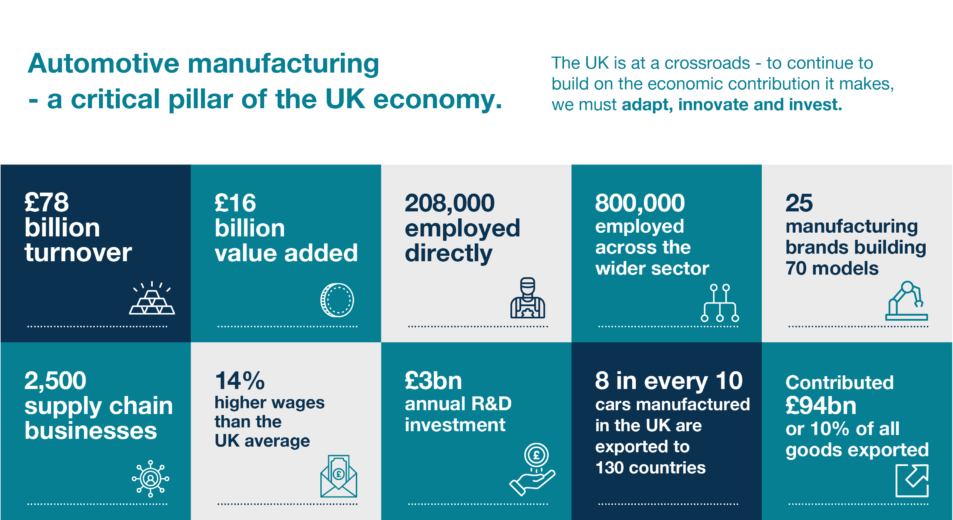
The automotive sector holds a distinctive and pivotal position within the UK economy. Beyond its substantial contributions to national outputs, employment, and value addition, the sector embodies a catalyst for future growth, aligning with the levelling up agenda and propelling the Net Zero transition.
In 2022, automotive-related manufacturing injected £78 billion turnover and contributed £16 billion in value added to the UK economy. The sector’s impact extends to the employment of over 208,000 individuals directly in automotive manufacturing and a total of 800,000 across the broader sector. Noteworthy within this context is the diversity epitomized by more than 25 manufacturing brands, collectively producing over 70 distinct vehicle models, complemented by the presence of specialized small-volume manufacturers.
This intricate ecosystem is further supported by approximately 2,500 supply chain businesses, housing some of the world’s most skilled engineers.
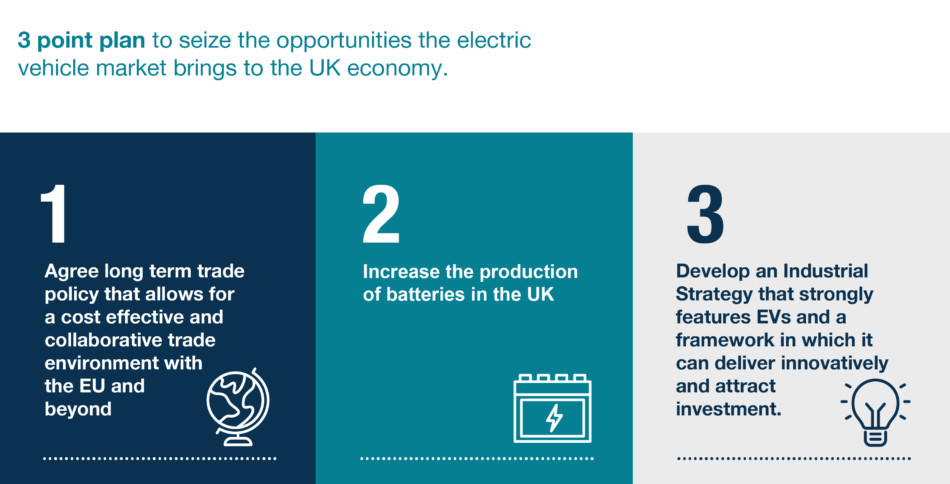
This paper offers a comprehensive analysis of the UK’s electric vehicle (EV) industry within the framework of economic policy and global value chains. It delves into the intricate dynamics involving supply chains, industrial policy, and critical dependencies.
The UK’s automotive sector confronts multifaceted challenges stemming from technological advancements, socioeconomic transformations, and geopolitical intricacies, necessitating the formulation of agile and responsive economic policies. The UK’s departure from the EU, as stipulated in the Trade and Cooperation Agreement, amplifies the complexities, particularly in navigating non-tariff measures and rules of origin that exert influence on EV exports. Within a landscape marked by heightened global competition characterized by escalating industrial policies on a global scale, the urgency of nimble responses becomes evident.
This research was conducted by Professor Jun Du Professor, Reader Luciano Battista and Dr. Oleksandr Shepotylo (Aston Business School). This work was supported by the UKRI Made Smarter Innovation Challenge and the Economic and Social Research Council via InterAct [Grant Reference ES/W007231/1].
For further discussions or potential applications/collaborations, please contact Jun Du.
InterAct researchers from the University of Sheffield based ‘Future of the Economy’ team led by Professor Vania Sena hosted the first of their Discovery Day events at the AMRC Factory 2050 on 16th November, 2023. Opened in April 2017, the venue is a fully reconfigurable assembly and component manufacturing facility for collaborative research, capable of rapidly switching production between different high-value components and one-off parts for prototyping and research and development.
This half-day workshop offered InterAct stakeholders from across the manufacturing and industrial digital technology sectors a chance to be introduced to part of the core mission of the Future of the Economy workstream.
The Discovery Day delved into the significance of advanced manufacturing zones, particularly in regional development, primarily focusing on South Yorkshire. The practical implications of these zones, the decision making behind them, and the strategy used was examined in detail by guest speaker Joseph Quinn of the South Yorkshire Mayoral Combined Authority (SYMCA). He shed light on the transformative potential of these zones in terms of job creation, economic growth, and innovation.
Joseph Quinn presents on the work of the SYMCA
Professor Sena explained to participants the initial findings of the team’s research and understanding of the multifaceted impacts of investment zones on the future of the UK economy. They then had the chance to pose questions understand the challenges and opportunities in advanced manufacturing, a theme intrinsically linked to the economic landscape and outlook.
Following this session, attendees were invited to take part in a tour of the exciting and innovative facilities within the AMRC Factory 2050. Putting into context the overall mission of InterAct to help facilitate the introduction of new industrial digital technology into manufacturing, visitors were able to engage with a variety of cutting edge technologies with input from the AMRC staff.
Attendees examine one of the industrial technologies on display at the Factory 2050
Following on from our successful Sandpit event at Loughborough University, InterAct has funded five projects examining a range of topics concerning the manufacturing sector.
Developing a strategy that will shape the rebranding of UK digital manufacturing
Vitalii Vodolazskyi / Adobe Stock
Principal Investigator:
Dr. Karl Warner – University of Glasgow
Co-investigators:
Dr. Nicola Bailey – King’s College London
Dr. Imtiaz Khan – Cardiff Metropolitan University
Dr. Anna Chatzimichali – University of Bath
Malek El-Qallali – University of Bath
Dr. Anastasia Kulichyova – Queens University Belfast
Project Outline:
This project aims to highlight the most probable future scenarios for rebranding manufacturing that can help stakeholders attract the next generation of young talent towards a career in UK digital manufacturing by 2040. This is rooted in the ambition of making the future of the sector a place that attracts, includes, and supports young talent from diverse backgrounds and mindsets.
Recent research conducted by Make UK – a UK manufacturers’ association – found that only 2% of the average UK manufacturing workforce is below 30 years old. These statistics are concerning considering current labour market inactivity rates and the shrinking UK population.
These statistics have triggered further research, including a large-scale InterAct Perceptions of Manufacturing survey that investigated UK public perceptions of the manufacturing industry and its place of work. Based on UK-wide survey of 2,000 people, a powerful message coming out of the results is that younger generations identify UK manufacturing as a less desirable brand, with many people being primarily uncertain about manufacturing employment prospects.
Using a variety of innovative methods to gather insights on potential rebranding opportunities from employers, educators, industry experts, policymakers and young people, this project intends to co-create the most probable future scenarios that can help stakeholders attract the next generation of young talent. This will enable the creation of a cross-generational map of peoples’ experiences of UK manufacturing – both past and present – that visualises potential opportunities for attracting the next generation of young talent towards a career in UK digital manufacturing.
Informing empathy-led change management: Creating a measurable readiness health plan for the adoption of digital technologies in manufacturing
magele-picture / Adobe Stock
Principal Investigator:
Dr. Mersha Aftab – Birmingham City University
Co-investigators:
Dr. Mey Goh – Loughborough University
Dr. Iryna Yevseyeva – De Montfort University
Project Outline:
The project aims to improve the success of technology adoption in manufacturing organisations using an empathy-led approach to create a measurable readiness health plan for change management.
Whilst the value of digital technologies is well accepted, the UK is not adopting these technologies as quickly as our competitors. The Made Smarter Innovation People-Led Digitalisation (PLD) Centre has identified this as a challenge. They note that digitalisation tools are abundantly available and advancing at pace, but adoption rates could be higher, and it is not always clear what values these tools bring to an individual worker.
When trying to infer the adoption of technology by a person, it is important to consider what values they attach to the use of that technology. The difficulty is that most values are intrinsic, tacit, and non-transferable.
The Empathy-Led Change Management team aims to develop an initial version of a digital toolkit for businesses. This toolkit will be able to map and demonstrate the readiness level of the workforce in a company in real time. It will also support management to introduce the right strategies of people-led change at the right point of readiness, so the adoption is bespoke and ‘made to measure’.
Manufacturing a better future – exploring inclusive digital manufacturing
Firma V / Adobe Stock
Principal Investigator:
Dr. Marisa Smith – University of Strathclyde
Co-investigators:
Professor Nigel Caldwell – London Metropolitan University
Dr. Eun Sun Godwin – University of Wolverhampton
Dr. John Oyekan – University of York
Dr. Sebastian Pattinson – University of Cambridge
Project Outline:
This project is investigating how the use of digital tools can enable a more inclusive workforce in manufacturing. They will be focusing specifically on demonstrating how to engage disabled people to participate in digital design processes. The outcomes will include insight into removing barriers to entry for currently excluded groups to the manufacturing workforce.
The current focus in manufacturing policy and practice on equality and diversity has been limited to gender and ethnic diversity. Although according to Scope almost a quarter (23%) of the UK working age population are disabled, the industry has lacked a real interest in the inclusion of disabled people.
The employment gap between disabled and non-disabled people has also remained consistently high, at around 30% for the past 10 years, with a pay gap of almost 20% for disabled workers compared with non-disabled workers according to the Together Trust.
In order to counteract and overcome these challenges, the overall objectives of the project are:
To collaborate disabled people to understand how they can participate in digitalisation and manufacturing:
To gain a first-hand account of disabled people on manufacturing and working within the manufacturing ecosystem.
To understand technology developers’ expert view on technical constraints and adjustments with current digital technologies that need to be considered for accessibility of disabled people.
To explore how disabled people interact with AI interfaces and examine how the technology can be adapted to address any design challenges.
To build on the current InterAct 2040 scenarios by providing additional scenarios on inclusive manufacturing embracing disabled people through inclusive digital solutions.
To show small manufacturing non-adopters of digital tools the benefits and relative ease of adopting inclusive digital tools.
The project will provide greater understanding of how the digital divide, as well as the disability employment gap, can be narrowed through the inclusion of disabled people into the manufacturing ecosystem.
Community co-created distributed manufacturing platform (COCODISMAN)
vegefox.com / Adobe Stock
Principal Investigator:
Dr. Elaine Conway – Loughborough University
Co-investigators:
Atanu Chaudhuri – Durham University
Dr. Usman Adeel – Teesside University
Jay Daniel – University of Derby
Project Outline:
The aim of this project is to develop a blueprint for a co-created, distributed, community-based manufacturing platform in the UK with a business model to support its financial viability and scalability.
In many UK communities, there is apathy towards manufacturing, a digital skills divide, unemployment challenges and low engagement with disadvantaged or hard to reach groups. Equally, local manufacturers need to adopt digital technologies to remain competitive but face severe skills shortages.
Recognising these issues, the team behind COCODISMAN will be carrying out a scoping exercise to discover what community needs exist for digital skilling and local manufacturing. Using this information, they will create a digital platform which matches the needs with deliverables as they currently exist in the community. The ultimate aim of this process is to provide the link between community needs for products and skills and local manufacturing facilities with excess capacity.
The project objectives are to:
Understand the challenges which local communities face in getting objects repaired and delivered at reasonable cost, their perceptions about manufacturing as a career choice and acquiring the necessary skills to gain employment in the manufacturing sector.
Understand the challenges faced by local manufacturers in upskilling their employees while embracing digital transformation and in attracting a future workforce to manufacturing.
Understand the challenges faced by local councils in creating meaningful learning and employment opportunities for young people to enter the manufacturing sector and in supporting the elderly population in accessing manufactured goods and services.
Assess the potential of a digital platform in changing the perception of the community towards manufacturing, improving skills, reducing the digital divide and improving youth engagement in manufacturing.
Support sustainable and localized production.
The COCODISMAN platform developed and rolled out at the end of the project will form the basis for greater collaboration by the researchers involved with partners such as local county councils, local manufacturers, and industry representative organisations.
The role of consumers in driving UK manufacturing’s digital transformation
MyCreative / Adobe Stock
Principal Investigator:
Professor Ana Isabel Canhoto – University of Sussex
Co-investigators:
Dr. Maren Schneider – Anglia Ruskin University
Dr. Ahmed Beltagui – Aston University
Ramin Behbehani – Brunel University London
Niraj Kumar – University of Essex
Project Outline:
The aim of this research is to identify the factors that lead consumers to adopt new Everything as a Service (XaaS) models of consumption, and drive the adoption of digitally enabled, distributed models of manufacturing.
XaaS is a business model for consumers to pay for access to a product’s benefits rather than own it outright. XaaS may take the form of acquiring a product whose performance is remotely monitored by the manufacturer. Parts are replaced or instructions issued to the consumer, as needed, through a maintenance contract, to extend the useful life of the product, a XaaS ‘stewardship-model’.
Alternatively, XaaS may take the form of acquisition of a service, with the manufacturer owing the machine and monitoring its maintenance needs, remotely, intervening when needed to ensure continued provision of the service, a XaaS ‘usership-model’ of consumption.
There are numerous benefits to XaaS including reducing manufacturers’ incentives to make products obsolete in order to generate additional sales, reducing electronic waste, increasing consumer retention, increasing consumers’ access to the latest technology, improving the energy efficiency of household appliances.
The project will attempt to achieve the following objectives:
Analyse viable XaaS models for washing machines.
Identify the factors influencing consumers’ acceptance of XaaS for washing machines.
Test the impact of those key factors in driving demand for washing machines under the stewardship vs. usership models.
Develop recommendations to support the development and implementation of XaaS in UK manufacturing.
If you’re interested in getting involved with any of these projects, you can contact the project team or email us at info@interact-hub.org.
Disruption, digital innovation, new business models… the world of manufacturing is changing rapidly, perhaps faster than ever before. To adapt and survive, businesses must anticipate changes, identify opportunities and make informed decisions.
The InterAct Future of Digital Manufacturing Ecosystems team, one of InterAct’s core research streams, is committed to developing co-created solutions to the challenges facing the UK manufacturing sector in the near future. This team has now put together a vital report that brings you the information you need, at your fingertips, outlining potential future scenarios and the associated opportunities for the manufacturing world.
Discussing the importance of this new work, InterAct Co-director and Future of Digital Manufacturing Ecosystems lead, Professor Jan Godsell said: “The future can often seem distant and subordinate to the problems of today, particularly in the supply chain and manufacturing sectors when it has felt as though we are living in an age of ‘permacrisis’, constantly fighting just to stay on track.
However, if anything, the impacts of conflict, pandemic, supply chain disruption, climate change and labour market shifts have proven the vital importance of considering potential futures, today. That’s why my team has produced this new report, to be used in conjunction with upcoming workshops and case studies to create a framework for businesses to effectively plan for, and mitigate challenges whilst exploiting new technological opportunities.
We’re excited to be working with organisations like Midlands Engine and Make UK on this project, and I look forward to inviting new and existing members of the InterAct Network to join us in co-creating this work.”
The scenarios outlined in the report map out four potential alternatives for the digital manufacturers of tomorrow:
Productivity Powerhouse
Flexibility as Standard
Sustainability Champion
Happy and Sustainable Workforce
Download the report to find out more about how the most useful measure of sustainable progress is total factor productivity, which accounts for inputs beyond labour – such as materials, energy and administrative time – to compare them against total outputs.