Factors such as climate change, the COVID-19 pandemic and ongoing global regulatory hurdles have all exposed the fragility of global supply chains. It is now more essential than ever that continued collaboration, and the adoption of digital technologies are encouraged to help build more sustainable, efficient and resilient supply chains that remain strong in the face of external challenges. Doing so will be critical to improving supply chain resilience in the UK, but the barriers to adoption must be broken down first.
Addressing the SME gap
Research from the Made Smarter Innovation | Digital Supply Chain Hub reveals organisations’ top priorities and interests when it comes to digitalising their supply chains, and the barriers preventing them from doing so. What’s clear is that interest in adopting digital supply chain technologies continues to grow in parity with the changing commercial climate, but that barriers to adoption amongst SMEs must be addressed as a priority.
A total of 502 large UK manufacturers and 502 UK SME manufacturers were surveyed as part of this research. The findings show that SME manufacturers are less likely to prioritise adopting digital supply chain technologies than large businesses. Adopting new digital supply chain technologies is a top three priority for large manufacturers along with improving market reputation and reducing costs. The discrepancy between SMEs and large businesses is particularly important, given the economic value of SMEs and the role they play in broader sectoral growth and development.
In fact, the research further found that adopting new digital supply chain technologies is less likely to be cited as a top business priority for SMEs than reducing costs, increasing brand awareness, improving market reputation, and enhancing customer satisfaction. Despite the lack of prioritisation, the research did find growing interest in advanced digital technologies amongst SMEs, promising a new era of supply chain innovation amongst SME leaders.
Recognising the growing interest in digital supply chain technologies
While falling behind their larger counterparts, the tide may well be turning for SMEs, with a growing number looking to improve their supply chains, with digital technologies and innovation holding the key. The SMEs surveyed are slightly less likely to be prioritising supply chain digital transformation, with 14% saying they don’t currently have any supply chain top priorities. That said however, 44% of these businesses are looking to enhance supply chain efficiency and automation, while a third are prioritising building resilience against disruptions, developing a more sustainable supply chain, and improving visibility and traceability.
While it may appear that SMEs fall behind their larger counterparts when it comes to the adoption of digital supply chain technologies, it is clear that innovation will play a critical role in helping these businesses to achieve their business goals in the long-term, despite the barriers to adoption.
Understanding the barriers to adoption
Above all, businesses are looking to enhance efficiency and automation by digitalising their supply chains, but the barriers to adoption pose a pressing challenge that may inhibit economic growth. While enhancing efficiency and automation, building resilience against disruptions, and developing a more sustainable supply chain are most likely to be cited by large manufacturers as top priorities, the barriers to achieving these commercial objectives vary.
The research shows that businesses of all sizes are facing similar challenges when it comes to adopting digital supply chain technologies. Respondents in both large businesses and SMEs are most likely to say that the most significant barriers hindering digital transformation in their organisation are existing processes, resources and work culture. In light of these barriers to adoption, initiatives and programmes are available to businesses to help them to accelerate the practical application of deep tech solutions and improve UK supply chain resilience.
The value of the Digital Supply Chain Hub and UK SCALE Centre
These barriers to adoption are why initiatives like the Digital Supply Chain Hub and the UK SCALE Centre are vital interventions within often traditionally operated organisations and sectors.
The Digital Supply Chain Hub delivered by Digital Catapult, facilitates the necessary connections, collaboration and knowledge sharing between industry and technology solution providers to improve UK industrial supply chain resilience through the application of deep tech solutions. So far, the programme has 37 funded projects with industry, technology and academic partners, and 255 industry engagements across all manufacturing sectors, demonstrating the value of the programme in supporting both SMEs and larger businesses.
We have been keen to work with the UK SCALE Centre since it’s inception in June 2024 as a way to further develop the future supply chain ecosystem and cross-regional partnerships. I encourage UK industry, academia and supply chain professionals to join and collaborate with the Digital Supply Chain Hub and UK SCALE Centre to further this vital mission across the UK supply chain ecosystem, as we seek to build a more productive, resilient and sustainable future.
This article was published by Loughborough University, read the original version here.
About the author
Tim Lawrence is the Director of the Digital Supply Chain Hub, Digital Catapult in this article, Tim outlines the importance of breaking down technological barriers to improve supply chain resilience in the UK.
Professor Jun Du, Reader Luciano Battista and Dr. Oleksandr Shepotylo (Aston University)
Faced with the challenge of climate change, and the growing need for sustainable business practices, it can often be hard to know where to start. In this guide, InterAct researchers examine the critical role of global value chains for the future of UK manufacturing, through the case study of the electric vehicle sector.
The UK automotive industry stands at a crossroads, facing a rapidly evolving landscape driven by the global electric vehicle (EV) revolution. While EVs offer a pathway to a greener and more sustainable future, the challenges of global value chain (GVC) dependencies, rising material costs, and competitive industrial policies present formidable hurdles. InterAct research has delved into these dynamics and outlines strategies for positioning the UK as a leader in sustainability-oriented manufacturing.
Industry in transition
Recent developments underscore the urgency of action. In November 2024, Stellantis announced the closure of its Vauxhall plant in Luton, resulting in 1,100 job losses. This follows Ford’s decision to cut 800 UK-based positions and Nissan’s global reduction of 9,000 jobs, with major potential implications for its UK operations.
These challenges reveal a broader issue: Europe’s historical dominance in the automotive sector is under strain, and the UK must adapt to remain competitive amidst shifting supply chains and mounting global competition. Nor is this unique to the automotive sector, with many organisations and governments in developing economies seeking technology transfer and more equal partnerships as a requirement for access to markets or local production. Explored in our global research missions, the rapid pace of advancement in manufacturing across countries like Singapore, India and Malaysia, highlights the need for the UK to evolve to compete.
The changing EV landscape
The transition from internal combustion engine (ICE) vehicles to EVs, driven by technological advancements, environmental awareness, and significant policy support, is reshaping not only the automotive industry but also the intricate web of GVCs that underpin EV production.
Since 2010, the cost of lithium-ion battery packs has plummeted by 89%, making EVs increasingly competitive with ICE vehicles. EVs now account for a substantial share of global passenger car exports, growing from 4.3% in 2017 to 27.6% in September 2024. This growth has been bolstered by government incentives, such as tax credits and investments in charging infrastructure, and by tightening emission standards.
Germany and China lead the EV sales in export value and quantity respectively. UK-made EVs, while primarily destined for EU markets (accounting for 68% of exports), face pressure, despite being delayed, to comply with rules of origin (RoO) requirements under the EU-UK Trade and Cooperation Agreement (TCA). These rules necessitate higher regional content in EVs and batteries, complicating the supply chain landscape.
With the challenge of where to locate manufacturing, new opportunities are arising through the reshoring or ‘right-shoring’ of production, with localised manufacturing offering improved resilience against global supply chain shocks such as pandemics, conflicts or logistical disruption. Locating manufacturing closer to the consumer base also offers the potential to significantly reduce the carbon footprint of supply chains due to significantly shorter transport links.
Three key trends shaping the future
EV adoption is growing, but steady policy is crucial
In September, electric vehicles (EVs) accounted for 27.6% of car sales across 15 major markets, marking a 7.6 percentage point increase year-on-year. The UK ranks fifth globally in EV adoption, underscoring its potential as a leader in this transition. Electrification is the future, but progress hinges on a stable, predictable policy environment that encourages investment and innovation. It is therefore essential that manufacturers make their voice heard, with collective messaging to government and policymakers that can cut through the noise, encouraging a clearly articulated vision and strategy.
Europe is catching up in battery production
While China continues to dominate the lithium-ion battery market, European nations such as Poland, Hungary, and the Czech Republic are emerging as key exporters of EV batteries. Meanwhile, the Inflation Reduction Act in the US has spurred the growth of US electric vehicle innovation and production. In the face of such major competition, the UK should seriously consider aligning closely with EU supply chains to potentially enhance resilience and competitiveness, ensuring the automotive sector remains integrated into global markets. This consideration is especially relevant in light of recent EU legislation surrounding traceability and digital product passports, explored in an InterAct funded research project.
Supply chains will determine future winners
Success in the automotive industry increasingly relies on building efficient and adaptable supply chains, not just manufacturing the best vehicles. This requires collaboration, investment, and strategic vision—elements that are difficult to achieve without systemic support. InterAct’s ‘Scenarios 2040’ work from researchers at Loughborough University has highlighted the essential importance of taking a full ‘ecosystem’ approach to the future of the sector, with manufacturers working with suppliers across their supply chain to determine the most viable and beneficial future for everyone.
A moment for strategic decision-making
The UK manufacturing sector is at a pivotal moment. Sustaining its position in this high-stakes global competition will require visionary leadership, robust policy support, and alignment with broader industrial strategies. The alternative—neglect or fragmented efforts— is likely to result in a gradual decline of one of the UK’s historically significant sectors.
If the UK Industrial Strategy is to back industries such as automotive manufacturing with bold action instead of pivoting decisively towards other emerging opportunities, then policymakers and manufacturers need to explore and adopt strategic recommendations. In the case of the automotive industry shift to electric vehicles, these are:
Enhance domestic capabilities
Invest in local battery production facilities and recycling initiatives to reduce dependency on imports and align with RoO requirements.
Promote innovation in battery technology to improve efficiency and lower costs.
Optimize trade policy
Negotiate flexible trade agreements that account for the complexities of GVCs.
Strengthen partnerships within the EU to ensure seamless access to key markets.
Strengthen supply chain resilience
Diversify sources for critical materials to mitigate geopolitical and market risks.
Establish regional partnerships to secure stable supply chains for EV production.
Charting a Path Forward
The success or failure of the UK manufacturing sector over the next few decades hinges on its ability to adapt to the changing global landscape. By addressing critical dependencies and fostering innovation, the sector can leverage the opportunities presented by the green technology revolution. With strategic investments and policy alignment, the UK can solidify its position and push towards a bright manufacturing future.
Professor Colin Lindsay (University of Strathclyde and InterAct)
The InterAct Future of Work Team visited Australia for an international evidence-gathering mission, seeking to share findings from our research with manufacturing stakeholders and learn from good practice in fostering collaboration and innovation in the sector. As reported in our first blog from Professor Jill MacBryde, our first engagements in Brisbane were really inspiring, as we learned about how colleagues at Queensland University of Technology (QUT) have partnered with Australian manufacturers, and we visited the Advanced Robotics for Manufacturing (ARM) Hub, to see first-hand how this collaborative factory space brings together researchers, tech experts and growing manufacturing SMEs to ensure that manufacturers have the support they need to scale and innovate.
Our next stop was Melbourne, where the team hugely enjoyed hearing from Professor Laura Anne Bull (Deputy Vice Chancellor, Education, Experience & Employability at Swinburne University of Technology) and her team about Swinburne’s exciting work around business engagement and innovation, which is realised through impactful collaborations with manufacturers and others, but also integrated in the employability-related provision delivered to students. The jewels in the crown of Swinburne’s engagement with manufacturing stakeholders are their Factory of the Future, Smart Structures Lab and SEAM (Surface Engineering for Advanced Materials) Lab, where we were pleased to spend the morning for a research visit.
Experts in each laboratory walked us through some of the cutting-edge technologies they deploy to support the manufacturing industry in their innovation journeys. Professor Anita Kocsis (Director of Design Factory Melbourne at Swinburne) also helped us understand how the Factory of the Future and other manufacturing-facing initiatives connect with a broader suite of collaborations that place Swinburne and partners at the centre of a burgeoning design innovation ecosystem across Victoria.
We were fortunate to have Dr Avril Thomson (Head of Skills Programmes at the National Manufacturing Institute Scotland) as a key member of our Mission team, so that Avril could share insights from the NMIS team’s wide range of impactful learning and technology transfer solutions in Scotland, and compare notes with various factories of the future experts in Australia. There were interesting parallels between the work carried out by NMIS, Catapult network stakeholders and other partners in the UK, and the essential and practically useful support provided by Swinburne’s Factory of the Future, for example through its innovative Industrial Digital Transformation Hub.
The final Australian city stop for the team was Adelaide in South Australia, where we were able to spend time at a second Factory of the Future. Flinders University leads this fast-developing project, and we were able to tour some exciting innovation projects being developed by manufacturers in collaboration with the Factory of the Future. Inspirational Principal Manager Philipp Dautel shared Factory of the Future’s vision for a world-class, advanced manufacturing innovation and training facility that will engage up to 250 companies, a vision that is already beginning to be realised through a range of exciting ongoing projects and a major build underway. Factory of the Future is embedded within the stunning Tonsley Innovation District – a formerly disused automotive manufacturing site that has now regenerated into an innovation and inclusive hub hosting partners ranging from mega-MNEs like BAE Systems to local SMEs.
While visiting Adelaide, the team also enjoyed two excellent research dissemination events kindly hosted by Professor Michael Gilding (Vice President and Executive Dean, College of Business, Government and Law at Flinders University). First, we enjoyed a lively roundtable discussion with senior policy and business stakeholders, with Professor Jill MacBryde presenting InterAct research on attracting the next generation of talent to manufacturing work, while we also shared insights on digital ‘dynamic capabilities’ from our research with industry leaders in the UK, and Dr Avril Thomson spoke about NMIS’s impact in collaborating with Scottish manufacturers on emerging skill needs.
Then, we followed a first successful event with a half-day workshop targeting manufacturing managers and stakeholders. This time, I got the opportunity to share research on the importance of effective people management and fair work for the manufacturing sector (drawing on the work of both InterAct and the ESRC PrOPEL Hub). My colleagues Professor Jill MacBryde and Dr Avril Thomson both led interactive workshops on the future of work and skills in manufacturing.
It was great to engage directly with South Australia’s manufacturing stakeholder community, and we’re hugely grateful to Philipp, Michael and their teams at Factory of the Future and Flinders for making it happen. It was also interesting to hear much positivity about the future of manufacturing work from policy, business and manufacturing leaders, but also familiar concerns raised about skill shortages and the challenge of attracting (especially young) people to the sector.
Our take-aways?
Often following the UK (and indeed Scotland’s) example, national and regional policy stakeholders in Australia have invested in collaborative spaces and projects that have the potential to impact significantly on innovation and digital transformation in manufacturing. Just as in the UK, there are really exciting partnerships between higher education, research and manufacturing – something that obviously chimes with the core values of InterAct, and its partners. Finally, there was a willingness to engage with the idea that people – and therefore people’s jobs and experiences in the workplace – are crucial to understanding and fostering the high value, innovative future that we want in manufacturing. Sharing robust research and best practice on ‘what works’ in practices that support an innovative, inclusive and productive future of manufacturing work will remain a key mission of the InterAct team.
Professor Colin Lindsay(University of Strathclyde and InterAct)
In November 2024, the InterAct Future of Work Team visited Australia for an international evidence-gathering mission to complement research on how we can ensure that digital transformation in manufacturing is aligned with strategies for workplace innovation and employee empowerment, to benefit businesses, people and build the positive future for manufacturing work that we all want.
The InterAct team – including Professor Colin Lindsay (Strathclyde Business School) and Dr Avril Thomson (National Manufacturing Institute Scotland) – engaged with businesses, innovation hubs and research experts, on a mission to mine the best evidence on ‘what might work’ in supporting an innovative and inclusive future for manufacturing. We learnt a lot by engaging with Australian stakeholders, hearing about how the university sector and manufacturing businesses have collaborated effectively, the challenges faced by manufacturing employers (some of which will be familiar to UK manufacturers) and exciting initiatives to drive innovation and productivity.
First stop on our mission was Queensland University of Technology (QUT), a leading technological university. It was good to meet with Professor Rowena Barrett (Pro Vice-Chancellor for Entrepreneurship and Regional Innovation), Professor Glen Murphy, and members of the QUT team, to hear about the important industry engagement work being taken forward by QUT, with collaboration with the local and national manufacturing ecosystem being a key priority. ‘QUT Entrepreneurship’ seeks to inspire and amplify entrepreneurship and business engagement opportunities for students, staff and alumni. We were impressed with QUT’s commitment to supporting business model development, and innovative programmes such as ‘Growth Lab’, which seek to help scaling businesses (including manufacturing SMEs). We met with QUT team members at their ‘Foundry’, a collaborative space where partnering businesses can access learning resources and coaching and (just as importantly) network and share ideas.
The InterAct team were also particularly excited to visit the Advanced Robotics for Manufacturing (ARM) Hub – a fantastic opportunity to learn about the progress made by this exciting manufacturing research and innovation hub. Initially growing from funding from the Queensland state government, ARM has since gone on to establish a national reach, partnering with all universities in Queensland and many institutions across wider Australia.
Professor Cori Stewart (Director of ARM) and Dr Troy Cordie (Mechtronics Lead) explained that in the past five years, ARM has provided the practical space for manufacturing start-ups and scale-ups to innovate, test, and develop ideas in a real factory setting. Clearly, this meets an important need for scaling manufacturers – there’s a big difference between testing a prototype and producing at scale for market, and ARM helps ‘young’ manufacturing companies to navigate this challenge and de-risk the step up to large scale manufacturing. Success means ‘tenants’ outgrowing the ARM facility and securing the resources to establish their own production spaces – tenants generally turnover after 12-18 months.
As well as the practical support, materials, equipment and room provided by ARM, we were struck by the open, collaborative space and culture established at the facility, which has clearly helped different companies to learn together and from each other. ARM and QUT colleagues emphasised a shared commitment to contributing to a collaborative and innovative manufacturing ecosystem, and the University’s undergraduate and postgraduate students benefit from placements with both ARM and tenant businesses. Secondments and collaborative working arrangements between ARM and state universities means that Higher Education staff can share their expertise and learn from working in the ARM environment.
It was good to hear that ARM is actively planning to expand its physical footprint and capacity to support more growing manufacturing businesses. It was also great to learn about the wide range of manufacturing innovators who continue to partner with ARM, from founding partner organisation Urban Arts Project, whose large-scale art projects neatly illustrate the potential for advanced manufacturing to contribute to creative industries and architectural design solutions, to Verton, a current ARM partner whose innovative design and manufacture work is making a key contribution to the renewables sector internationally, including in Scotland.
Our take-aways?
Phase 1 of our Australia mission reminded us of the value of close, constructive and pragmatic collaboration between the university sector and manufacturing. We also reflected on the importance of places and spaces for collaboration and innovation: from ‘foundries’ embedded in universities where researchers and business leaders can share ideas and identify solutions, to fantastically innovative hubs like ARM, providing the space and support for burgeoning success stories to grow.
Acting to improve sustainability is increasingly important to forward-thinking organisations.
It is no longer sufficient to see sustainability as an ‘added extra’, distinct from the fundamental needs of a business. The motivation for changing an organisational view of sustainability may differ, but can include:
playing a part in a progressive vision, value set, and culture
as a tactic to appeal to customers
responding to changing climate conditions to maintain access to essential resources
ensuring regulatory compliance.
When we consider sustainability, we need to take a comprehensive view, examining not only what it is made of, but also where it comes from, and how it is moved from end to end. Piles of electronic waste or scenes of plastic discarded in the ocean are a testament to the environmental impact once a product has left your ownership.
The struggle to survive – the problems of today and the challenges of tomorrow
The challenges confronting supply chain leaders are constantly growing:
challenging business environment
huge complexity and ‘permacrises’
global, multi-tiered value chains
pace of change in operations and regulations
competing priorities
lack of quality data and visibility.
With so many urgent priorities, it can be tempting to see the sustainability agenda as another just another complication to throw into the mix. Understanding the business’ place in a changing world and rewiring it to thrive there is a daunting prospect in a reality of short-term targets, annual results cycles, and returns to shareholders and investors.
The world of supply chain management is changing
Driven by these challenges, supply chain management is itself evolving. There has long been recognition that leanness and efficiency can equate to rigidity and brittleness. Relentless focus on profit, and therefore cost, reduces flexibility and pushes every actor in the chain to the brink, with catastrophic effects when a link breaks.
Covid-19, blockages in the Suez Canal, and forced diversions from the Red Sea are all highly memorable recent examples of this disruption. Conversely, some of the world’s most profitable companies have shared a common characteristic, being recognised for their ‘elite supply chains’. Amazon, Nestle, Apple, McDonalds, Scheider Electric, Colgate-Palmolive, and P&G all enjoy this distinction.
Business leaders are increasingly drawn from, or come to focus on, supply chains as a value generator and a business protector that can:
Deliver extremes of customisation in the product range, packaging, and presentation, worldwide, on time.
Provide ready substitutes to seamlessly switch to when faced with trade barriers, blocked trade routes, or a supply breakdown.
Offer hyper-personalisation alongside operational excellence, with impeccable credentials on the provenance of materials.
Supply chain excellence is no longer just about getting the right product, at the right time, to the right place. It is also the ability to configure the chain to withstand volatility, be resilient, and support strategic goals.
What might the successful, sustainable supply chain-oriented companies of the future look like?
From short-term gains to long-term value
The first key consideration is what new strategies businesses are looking to adopt, in which the supply chain is a fundamental enabler. A good illustration is the automotive sector. For large manufacturers, value is usually delivered on the sale of a brand-new vehicle. However, many of these companies are now developing long-term lease and maintenance strategies – promoting long term value and paying for usage, rather than ownership.
This marks an important departure from a total focus on short-term performance goals, where there is little incentive to plan for longevity. As these business strategies change, these new products and services depend entirely on reimagining the supply chain from linear to circular; from a source of costs to a generator of value.
From mutual suspicion to targeted collaboration
As companies have sought to maintain their edge and provide fair competition, historically, meaningful collaboration has been challenging. However, organisations and coalitions are taking positive steps by pooling resources and information to demonstrate progress. For example, in fashion and apparel traceability platforms like Worldly, or the retail-oriented BRC Mondra coalition which focuses on automated life cycle assessments (LCAs).
Developing staff capabilities for sustainability is rapidly becoming a key area for organisational training. Whilst, each organisation may face specific sustainability challenges, much of the basic knowledge required to address these challenges is common across sectors. Time and effort can be saved by pooling resources, with the added benefits of building connections, expanding collective understanding and setting consistent standards for providers across the chain.
From guarding data to promoting visibility
There is significant complexity in knowing what needs to be shared, transferred, or updated for different reporting or operational control requirements. Data, and the understanding of using it effectively, is increasingly jealously guarded. However, a purely transactional approach is counterproductive when success depends on effective collaboration with value chain partners. Proposed actions to decarbonise freight transport cannot be imposed suddenly by a customer to their logistics provider without incurring service impacts or indirect cost increases.
We need to move away from ideas of one-directional ‘supplier management’ towards meaningful, supportive partnership development. This approach builds in healthy interdependence, commitment and collaboration by design, with multi-year agreements and shared risk/reward contractual agreements. Rather than seeking to out-manoeuvre suppliers, successful businesses should try to align strategic goals for mutual benefit.
From demand-driven to demand-shaping
Consumer consumption patterns are at the heart of the sustainability challenge. Examples such as fast-fashion, with frenzied marketing stoking demand for inexpensive, often synthetic, on-trend products with a short lifetime that results in huge pollution and waste in landfill.
It is often said that the most sustainable product is the one you already have. But how can businesses respond to the challenge to sell less new products? Fashion brand Patagonia offer one good example, seeking to change demand by designing for longevity and offering a commitment to repairs. Even enormous e-commerce companies such as eBay are now offering free sales on second hand clothing in response to the growth from Vinted and other similar platforms that threaten disruption.
What does this mean for the sustainability agenda?
Meeting your business goals means achieving your supply chain goals.; and the evolution of supply chains necessitates putting sustainability challenges and opportunities at the heart of your strategy. We know that the climate crisis will get worse before it gets better, as recent and future mitigating efforts will have a delayed impact, but we shouldn’t let that discourage taking action. We are already seeing the impact of climate change on supply chains, so building in these considerations is also an essential part of creating resilience. As supply chains operations are reinvented from efficiency management to the development of resilient value creation, they can and must incorporate sustainability to shape the business of tomorrow.
This article was published by Loughborough University, read the original version here.
About the author
Judith Richardson leads the sustainability practice at management consultancy, Argon & Co UK, working with clients to operationalise their sustainability strategies, turning long-term visions into tangible action that makes a difference.
Enabling a low-carbon and Circular Economy for electrical and electronic equipment is a critical element of reducing carbon emissions from the extraction and processing of minerals.
Electrical and electronic equipment is the fastest growing waste stream in the UK and the world. Less than 35% of waste electrical and electronic equipment is recovered in the UK.
Our ability to effectively reuse, repair, remanufacture and recycle electrical and electronic equipment is locked in by decisions made at the design and manufacturing stage.
So, how do we design more circular products, services and systems to enable the effective maintenance, reuse, remanufacture and recycling of electrical and electronic equipment?
How can we help industry to do the same, within the socio-economic, technical and regulatory constraints they face?
The Circular Electrical and Electronics Project aims to tackle these challenges and has been carefully co-created with more than twenty-four partners from across the electrical and electronic equipment value chain.
This project is supported by UKRI Future Leaders Fellowship funding of £1.56m awarded to Dr Lucia Corsini to explore “Tackling Waste Electrical and Electronic Equipment”. The initiative develops systems and engineering design solutions to enable a Circular Economy for electrical and electronic equipment, in which product lifetimes are maximised and products are effectively reused, remanufactured, repaired and recycled.
Forming part of a systems approach, this research project develops design and engineering solutions to:
Model flows of waste electrical and electronic equipment and related carbon emissions
Identify waste and carbon reduction scenarios and strategies
Develop circular product design and business model solutions that leverage emerging technologies and behavioural insights
Help industry to embed novel circular economy solutions
Support entrepreneurship and incubation of circular economy solutions
Raise awareness and improve consumer access to circular economy solutions
Participate in the Circular Electrical and Electronics Project to get early access to research findings and publications
Attend the annual Circular Electricals and Electronics Project Knowledge Exchange event
Co-create future pathways for a Circular Economy for electrical and electronic equipment by participating in policy and industry stakeholder workshops (January– April 2025)
Invite the Circular Electricals and Electronics Project team to speak to your organisation or provide guidance on the Circular Economy, waste electrical and electronic equipment, or critical minerals
Dr Lucia Corsini is a UKRI Future Leaders Fellow and is an incoming Senior Research Fellow and Head of the Circular Economy and Sustainability Lab at the Department of Engineering Science, University of Oxford. Previously she was a Reader in Product Design Engineering at Brunel University London.
In June 2024, InterAct researchers visited Singapore as the first of several ‘Global Insight Missions’ aimed at uncovering new perspectives and knowledge from the global manufacturing ecosystem. This visit enabled the team to engage with the manufacturers, technology providers and support organisations that have driven Singapore’s advanced industrial development.
Manufacturing is not an isolated industry, tethered to any one country. To fully appreciate the scale of the challenges and opportunities for the global manufacturing ecosystem, it is essential we exchange knowledge with international partners and businesses. Our goal is to understand the competitive advantages of other countries, learn from them, and collaborate to share best practices and processes. This will help engaged stakeholders to address the challenges of digital transformation across three key areas: ecosystems, economies, and workplaces.
As part of our first global mission to Singapore, the InterAct team had the opportunity to visit a wide range of manufacturing and technology organisations such as:
Additionally, InterAct hosted a collaborative workshop event in partnership with the ARTC, SIMTech, and the JTC Corporation sharing research generated from the Network’s Future of Work and Future of Digital Manufacturing Ecosystems projects, alongside insights on Singapore’s approach to digitalisation and sustainability.
Why visit Singapore?
This mission provided extensive opportunities to develop an enhanced understanding of the Singaporean approach to the process of digitalisation and manufacturing futures. Several key factors motivated the choice of Singapore as a destination for this initial visit:
Singapore is recognised as an exemplar of successful economic growth. A significant aspect of this success is the role that the Singaporean government has played in shaping the nation’s economic system through an industrial strategy (WIPO, 2022).
The strategy “AI for the Public Good, for Singapore and the World” was launched in 2023. This initiative aims to position Singapore as a “Smart Nation” to embrace digital transformation through driving global innovation (Smart Nation, 2024).
Singapore is a hub for global manufacturers because they have access to talent, political stability, and geographical advantages for entering Southeast Asian Markets (Knight Frank, 2024).
Singapore is also a start-up hub placed as second only after Silicon Valley (Heo, 2021).
Public institutions assist people in upskilling and reskilling for emerging jobs. Singapore significantly outperformed many European countries in the training participation rate among unemployed residents aged 25 to 64 (Ministry of Manpower, 2023).
Building a better global manufacturing future, together
InterAct hosted an event supported by the Knowledge Transfer Office of the ARTC and SIMTech – two institutes belonging to the Agency for Science, Technology and Research (A*STAR). This workshop was delivered with local stakeholders from both local and multinational manufacturing companies in Singapore.
Organisations participating in the event included 3M, Mitsubishi, Edwards, Kowa Skymech, and Halliburton. The practitioners and stakeholders shared their challenges, drivers, and ambitions for achieving a sustainable digital transformation in the future.
Participants had the opportunity to explore ideas and visions around the future of the manufacturing sector, with particular emphasis on what they believed like scenarios and key drivers of innovation would be, highlighting factors such as:
Singapore’s government is encouraging workers to develop skills and upgrade their proficiencies.
Singapore is a hub for businesses and provides the infrastructure to develop digital capabilities.
They are accelerating the pace of automation and building new autonomous technology access.
A recurrent theme was the aim for workers to be more efficient, dynamic, and sustainable.
They highlighted that the key gaps to achieve these primary targets are generating workplace competency, encouraging people to work with technology, and the contrast of individual mindsets vs the national outlook.
Key insights on Singapore’s manufacturing future
The Advanced Manufacturing Training Academy (AMTA) in Singapore is supporting companies in transforming their human capabilities through a sustainable upskilling programme: ‘Learn, Practise, and Implement’. This programme is anticipating the future of workforce roles and skills.
Due to its lack of natural resources, Singapore’s competitive advantage is its people. They focus on education by upskilling and reskilling their workforce, supported by the government. By developing new training in partnership with local institutions, Singapore is enhancing their digital capabilities for the future.
Government funding and support are key to encouraging companies to pursue digital transformation and engage their high-level managers in upskilling and reskilling programmes.
Roles are evolving, and manufacturing companies need more entrepreneurial and innovative leaders on the shop floor to make real-time decisions.
Cybersecurity and sustainability are prominent challenges for SMEs in the manufacturing industry. In the UK, there is a need for an integrated vision where the enhancement of human factors is aligned with sustainability.
MNEs from the manufacturing industry are relocating to Vietnam, Malaysia, and Indonesia, where they benefit from more physical space and available human resources.
Due to the labour gap in Singapore, headquarters located in this market are accelerating processes and driving digital transformation for MNEs.
Robots are enhancing working conditions by promoting a cleaner and safer environment for workers.
Singapore is ranked 2nd worldwide for robot adoption, while the UK ranks 28th.
Employees are encouraged to generate ideas, which are implemented through internal and external funding, creating an ecosystem of actionable intelligence.
The accumulation of skills is crucial for transferring knowledge to future generations and building human capability.
Singapore has an ambitious decarbonisation plan, despite challenges such as limited territory; importing 90% of its food, 50% of its water, and facing 30% risk of land submergence. They have established a ‘Green Skills Committee’ and are implementing the ‘Green Economy Regulatory Initiative’.
Singapore is prioritising “extended producer responsibility” to achieve a circular economy.
We’ve just published our latest annual Flex for Life report, looking at what workers and employers think of flexible working, and there’s a clear message for employers.
Flexible working is here to stay, and it will continue to grow steadily, even in industries that have traditionally had little flexibility for staff.
Overall, the new data shows 67% of workers work flexibly, up from 61% last year and 46% pre-pandemic.
Among frontline workers, 63% work flexibly and 35% don’t. But in manufacturing, just 43% work flexibly and 58% don’t.
This is important because our data also shows how much frontline workers, including those in manufacturing, would like flexible working, and whether they think it’s possible in their current role.
Nearly two thirds (62%) of frontline workers who don’t work flexibly would like flexibility, and one in three (34%) think some form of flexible working is possible in their current role without impacting performance.
It’s true that creating greater flexible working is more challenging in manufacturing settings than an office environment. But the business case for flexible working is strong, whichever industry you work in. A total of 71% of employers told us flexible working is good for their business, 75% of employers said flexible working helped them retain good staff, 60% said it increased the quality and quantity of candidates during recruitment and 55% said flex helped to reduce skills shortages.
We found the top five types of flexible working currently used by frontline workers are:
33% flexible start and finish times
28% some working from home or hybrid
24% part time
24% easy shift swapping
16% reliable, predictable shift patterns
We found similar responses when we asked what types of flexibility frontline workers would like more of in their current role:
25% flexibility on start and finish times
22% some hybrid or home working
16% full time remote working
16% compressed hours (ie 5 days’ hours worked over 4 longer days)
Clearly not all of these will work for every employer and every role. But perhaps there are some you haven’t yet considered?
We’ve worked with many employers to help them create flexible working for frontline staff, and from our experience there are three key points to get right.
Listen to staff
Workers know their jobs better than anyone else, and they know what changes are possible, practical and more efficient to the business. Managers don’t need to have all the ideas. Given the benefits flexible working can deliver for people and for businesses, we would encourage you and your team to explore what workers think is possible.
Be open and creative about different kinds of flex
Flexible working can look different in frontline roles. All flex is ultimately about giving workers more choice and control over when, where and how much they work. Hybrid may be off the table for good reason but part time hours might work, or having an input to rotas, advanced notice of shifts, or – as one in seven frontline workers told us – being able to swap shifts easily. Some of these are seemingly small changes but they can make a big difference.
Trial new ways of working
Any change of working pattern can be done on a trial basis at first to test whether it works for people and for the organisation. Make sure you communicate clearly with staff on how long the trial period is, what you will be measuring, and what information will be shared back with staff and when. For more data insights, our evidenced business case for flexible working and our practical 7 steps to flex that will help you get flexible working right.
The response to the COVID-19 pandemic demonstrated significant difficulties in producing vital healthcare equipment, including ventilators. As the probability of another virus outbreak is expected to reach 27% in the next decade, it is crucial to develop manufacturing capabilities for initiating emergency production with greater speed, efficiency, and cost-effectiveness. In this article, Nikolai Kazantsev from the Institute for Manufacturing (IfM) at the University of Cambridge suggests three steps to building pandemic preparedness. He draws on their recent study which offers insight into how UK manufacturers can navigate uncertain periods and contribute to critical public health initiatives.
Takeaways:
During a pandemic, it is necessary to reconfigure supply chains for emergency production.
Preparedness can be facilitated through three key steps:
Identifying products and components necessary to fulfil human needs.
Mapping manufacturing capabilities across supply chains for a potential response.
Developing an AI model to triage production options when the pandemic starts.
Government investment in pandemic preparedness will prevent delays, improve quality, and reduce recovery costs.
Preparing for future pandemics
The UK’s National Risk Register (2023) has identified a future pandemic as one of the five most probable catastrophic risks. Future pandemics could have critical negative impacts on human health, particularly cardiac and digestive health, with the potential to disrupt water and food systems. With the World Health Organization continuing to discuss the potential of unknown diseases of high contamination and mortality that can trigger a pandemic worldwide (a so-called ‘Disease X’), novel efforts are needed to prepare the manufacturing sector for future emergency production.
Up to now, most of the focus on pandemic preparedness has been on developing vaccine technology platforms for future virus strains and antibiotics for bacteria, especially considering the threat of antimicrobial resistance. However, what has been neglected is the local manufacturing capabilities to produce the quantity and variety of supplies required to deal with pandemic impacts. These capabilities should be able to meet potential production needs and guarantee that every patient in need of medical equipment can access it even during the peak of a crisis.
Emergency product designs must be safe to use and fit for purpose rather than complex and stylish. It is also essential to learn how to triage existing manufacturing capabilities at the outset of any pandemic outbreak, considering quality, lead times, and production scale-up costs. Moreover, emergency production planning should consider the risks of individual factory disruption and related component scarcity. The aim is to facilitate the development of supply chains capable of responding to the likely or quasi-certain emergence of demand and fluctuations therein for emergency products beyond those previously produced within supply chains.
Case study: Emergency consortia across supply chains
Ventilator production in the UK during COVID-19 has produced much knowledge of scaling up emergency equipment. In March 2020, the Cabinet Office identified the urgent need to manufacture healthcare ventilators to support critically ill patients’ breathing functions. Working in collaboration with clinicians and the Medicines and Healthcare Products Regulatory Agency, they developed the specifications for the Rapidly Manufactured Ventilator System. Because no single company could handle the emergency production on its own, this could have been overcome only through consortium effort. Emergency consortia are networks ‘wider’ than existing supply chains, which aggregate various capabilities to respond to unmet demand during disruptions that have a broad resonance, such as pandemics. Consortia are built around the required product components (e.g. a bill of materials for ventilator production) and often include companies that are non-traditional to the medical industry, such as aerospace and automotive manufacturers, technology providers, manufacturers, and third-party logistics firms.
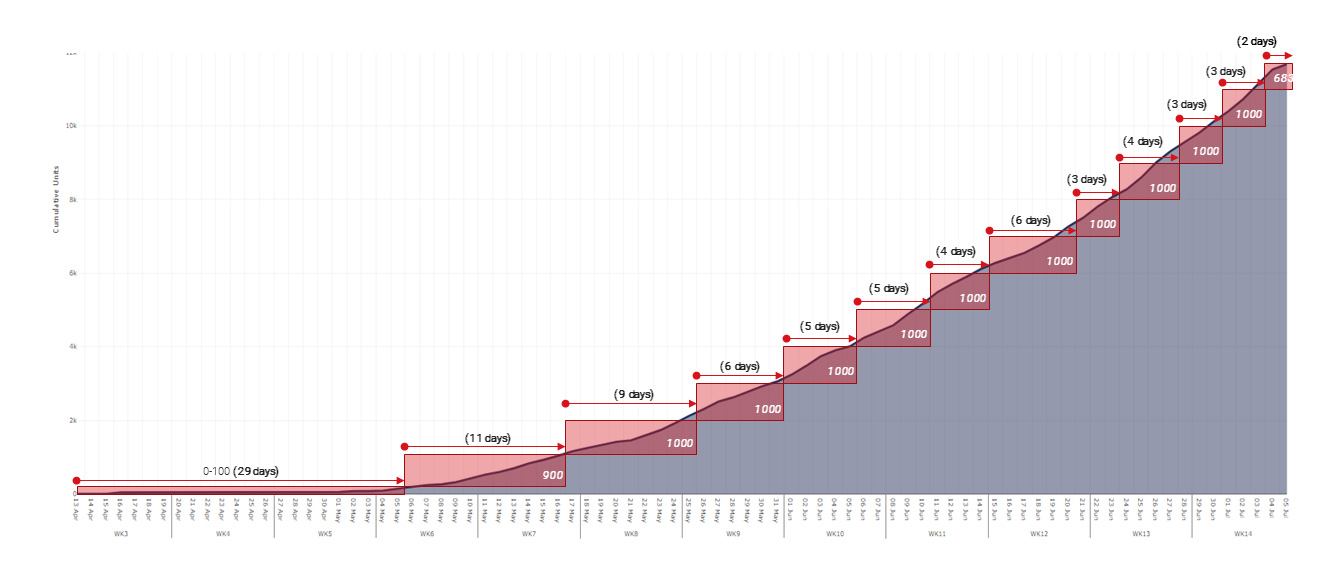
For example, ‘Ventilator Challenge UK’ (VC UK) consortium was an example of a massive achievement that produced in 12 weeks over half of all the ventilators made available to the NHS during the pandemic. Focused on a desire to save lives, VC UK led the way in digital innovation, leveraging technology such as a digital twin of the production process, simulation of production facilities, and the use of “augmented reality” glasses to train 3,500 assembly workers, all while adhering to strict social distancing measures. From VC UK’s success, one still has much to learn about how to plan emergency production faster, better, and cheaper in the eventuality of another pandemic. For example, as there was no approved emergency product design, the first 29 days of the project were spent on redesigning the similar product (anaesthesia machine) to meet the functionality and safety scale-up needs of the ventilator specification. Moreover, this redesign faced multiple bottlenecks at the component level that limited the pace of emergency production scale-up and required continuous constraint optimisation.
Building a process of future pandemic preparedness
Based on the case study, three steps for manufacturers have been suggested: (1) identifying products and components necessary to fulfil human needs; (2) mapping UK manufacturing capabilities across supply chains to deploy capacity for these products; (3) developing a tool to triage options when the pandemic starts.
Production needs
According to the ‘Futures Wheel’toolkit, recommended by the Government Office for Science, a pandemic is an example of an event that creates cascading causal effects. While a pandemic can take various forms, the population will need similar functions, such as preventing contamination (the direct consequences of that risk), supporting primary care (‘second order’) or sustaining critical human functions within intensive care (‘third order’ consequences). For example, first, second and third-order consequences of the pandemic risk bring the following production needs:
Need to prevent contamination: PPE, water filters, sanitisers, and disinfectants.
Need to support primary care: vaccines and antibiotic medicine.
Need to support intensive care: ventilators and other ICU equipment.
Design and production specialists/ physicians and hospital experts should confirm what equipment and designs will be needed in any epidemic affecting patients’ vital functions. However, it is not enough simply to identify emergency products. These products must be certified as fit-for-purpose during a future pandemic, ensuring safety and quality, and adaptability in the expectation of potential shortages. Paradoxically, the better 1st order emergency production (for preventingcontamination), and 2nd order production (primary care), the less one would need (far more) complex 3rd order emergency production.
Moreover, building similar consequences after other risks from the National Risk Register and overlapping production needs can help prioritise production preparedness covering the greatest number of risks.
Manufacturing capabilities
A rapid roll-out of emergency products requires capabilities to deploy manufacturing capacity close to demand. Recent evidence from the US suggests that systematic investments in a combination of local inventories, manufacturing capacities, and capabilities produce the best response to the pandemic. Hence, the potential emergency products and their components should be mapped with the existing list of inventories, capacities, and manufacturing capabilities. That will facilitate simulations of demand for emergency equipment driven by potential pandemics and calculations of the number of emergency products manufactured to meet this (the lead time of ‘Ventilator Challenge UK’ production during COVID-19 was three months). For example, if there is a demand for 30,000 cardio stimulators – How quickly can this be satisfied locally, i.e., without reliance on imports? What would be the lead time/costs? The outcomes can be presented using technology such as the augmented reality platforms (industrial metaverse), to better interpret and explain these simulations.
To improve emergency production results, preparatory efforts must include identifying similar products and equipment, in addition to developing cross-disciplinary skills across large firms’ medical and engineering specialisms that may be reused for emergency production. Smaller firms must be supported in undergoing certification protocols to become regular suppliers to the NHS through their normal procurement framework.
Triage options
The future pandemic is expected to impact various parts of global supply chains, particularly in densely populated regions. Unfortunately, predicting which factories within supply chains will be disrupted and which components might become unavailable is impossible. However, under pandemic conditions, most companies, especially those in unaffected areas, are likely to be willing to help. As new manufacturing capabilities become available, efforts should focus on developing an adaptable AI model to align existing capabilities with risks and offer practical solutions to address supply chain bottlenecks for emergency production.
Such a model can base on the AI tools, which helps match production needs with manufacturing capabilities and can suggest new connections between components. By integrating manufacturing capabilities for emergency product, AI can help to infer real options across supply chains after the pandemic starts and arrange those considering costs, lead time, or carbon dioxide emission. For example, AI tool can suggest alternative inventories, factories, or even supply chains for the specified product design to deliver a scarce component, define the best response, and reduce the number of consortia working in parallel. For example, one can use stress testing, a method developed by David Simchi-Levi from the MIT Data Science Lab, to identify significant risks in a supply chain. This method helps find small but important component suppliers that may become bottlenecks in the supply chain when demand changes and it improves overall supply chain resilience.
Improving local manufacturing capabilities
While the COVID-19 experience suggests the rationale for running multiple teams in parallel to manage risks of non-delivery, an excessive number of teams working in parallel drains resources, overloads regulatory bodies, and increases recovery costs. As an alternative, the development of local manufacturing capabilities would make a significant difference in improving production resilience in the UK by enabling current supply chains to be reconfigured for human necessities. Moreover, with the advancement in AI, having an adaptable AI model capable of handling the triage at a state of readiness could be a powerful national asset. It can demonstrate the production readiness for potential demand shocks, such as the future pandemic. Policymakers might test it using real industrial intervention, increasing confidence that the population will be safe.
What practical steps should manufacturers take to prepare?
Focus on ‘known unknowns’; identify where you fit in to support emergency production.
Register participation in the local resilience forums (LRFs) and consider extending business strategy with risk and resilience.
Enable regular stress testing of the supply chain, considering potential bottlenecks to production growth.
The IfM is currently working on developing elastic manufacturing systems for highly regulated sectors such as aerospace, automotive, and food. These industries have very strict regulations, which limit production agility. The goal is to support the operation of UK manufacturers under continual demand fluctuations.
If you would like to collaborate with the team regarding pandemic preparedness, please contact Dr. Nikolai Kazantsev — nk622@cam.ac.uk or IfM Engage (ifm-enquiries@eng.cam.ac.uk).
Acknowledgement:The article is devoted to the 4th anniversary of ‘Ventilator Challenge UK’ consortium. The author acknowledges Dick Elsy, CBE, the former Chief Executive Officer of the High Value Manufacturing Catapult (HVM Catapult), for feedback on the paper development, and the kind help and inspiration of Elizabeth Garnsey, Professor Emerita, IfM, University of Cambridge and the community of Clare Hall College. This work was supported by the UKRI Made Smarter Innovation Challenge and the Economic and Social Research Council via InterAct [Grant Reference ES/W007231/1]. Further, the first author acknowledges EPSRC funding, grant reference EP/T024429/1 via ‘Elastic Manufacturing systems – a platform for dynamic, resilient and cost-effective manufacturing services’.
In today’s globalised business world, there is a growing need for ethical supply chain practices. Manufacturing companies are facing complex challenges in modern production, and the importance of transparency and accountability has never been greater.
In this article, leading InterAct funded researchers from the Institute for Manufacturing (IfM) at the University of Cambridge explore the potential of the industrial metaverse to help elevate ethical standards across supply chains. Examining the intersection of technology and ethics, the IfM team offers valuable insights into how manufacturers can navigate regulatory environments, build consumer trust, and promote positive social change.
In a world of globalised supply chains, manufacturing firms often lack awareness and control of their external operations, which can result in unintentional non-compliance with regulations. While forced labour generates $236 billion in illegal profits annually (International Labour Organization), European companies will soon have to show compliance with environmental and human rights standards within their supply chains.
In response to mounting concerns, Europe is poised to implement stringent measures to hold corporations accountable for their supply chain practices. The forthcoming ‘Corporate Sustainability Due Diligence Directive’ heralds a new era of corporate responsibility. Large companies must conduct comprehensive audits of their supply chains, identifying and rectifying instances of forced labour and environmental degradation. Compliance will hinge on demonstrating adherence of the supply chain ecosystem to human rights and environmental standards.
The regulatory landscape is not confined to Europe alone. The UK, through initiatives like the Modern Slavery Act of 2005, has committed to fostering transparency within supply chains to eradicate all forms of worker exploitation. Moreover, further legislative reforms are on the horizon, promising a paradigm shift in corporate accountability.
How high is the risk of being penalised for suppliers’ actions?
Currently, the lack of production transparency allows non-ethical manufacturers to cut corners, giving them a competitive cost advantage that appeals to consumers. Unfortunately, many of these consumers are unaware of the wider context and end up supporting production that causes serious harm to societies and the planet.
Manufacturers can’t wait for new regulations about environmental and human rights standards in the UK. They must lead the development of digital tools for their production environments that delve into the existing supply chain data. This will demonstrate that their products are made with minimal adverse impact.
To enable this, it is crucial to make the production processes more transparent. One possible way to achieve this transparency is by leveraging augmented reality technologies, which can interpret and explain the existing complex data along supply chain echelons and incentivise the creation of new data sources.
So, in light of these developments, how can manufacturers ensure compliance with the new regulations and help uphold human rights and environmental protection?
The industrial metaverse: the foundation for a more transparent supply chain?
The Metaverse is a term used to describe the merging of the physical and digital worlds. It was first introduced by Neal Stephenson in his novel Snow Crash and later popularised by Mark Zuckerberg with Meta, a social network in extended reality.
The Industrial Metaverse comprises a series of ‘snapshots of realities’ around the data on sourcing, production, and delivery of components of a manufactured product, which can be explored in augmented reality. By exploring the upstream supply chain of components leading to the product, manufacturers can identify risks and take corrective action to comply with upcoming regulations.
Deploying industrial metaverse technology in practice requires:
access to data sources;
software (e.g. Unity Engine);
augmented reality headsets (e.g. Microsoft Hololens, Meta).
Although 3D virtual productions might look complex and expensive, new AI techniques such as Gaussian splatting can significantly reduce the cost of reality reproduction: a ‘reality snapshot’ can now be created by anyone using a smartphone. This means, UK manufacturers can demand the video screening of the production environment from potential suppliers at the procurement stage. This is where lower-tier suppliers are incentivised to agree to increase transparency in exchange for eligibility to sell products and services. Decentralised databases can be used to store this information at the supply chain level. It is important to note that creating fake snapshots could lead to legal repercussions and regulatory requirements.
Case study: contrasting opaque and transparent chocolate supply chains
Agriculture is almost uniquely resistant to technological change because of the remoteness/lack of oversight/scale of sites, and it is an area desperately in need of innovation. Leading chocolate brands have long been criticised for neglecting ethical standards in cocoa procurement, and many of the brands can’t effectively enact change since the market behind wholesalers is not transparent. This situation creates a high risk potential for social injustice and modern slavery, i.e. when the wholesaler purchasing prices make cocoa sales below the point of profitability, and farmers are forced to take children out of school to work on the farm.
Industrial metaverse, established along such supply chains, can spur transparency and influence to change the status quo. As European consumers are the primary market for cocoa harvesting, they have the market power to improve conditions for farmers in West Africa. To end forced labour and enable children to access education, requires new tools that support the transparency of cocoa supply chains for consumers.
While labour and environmental abuses exist in many supply chains, shocking 60% of cocoa-growing households in Ghana’s upstream cocoa supply chain are estimated to use child labour. Ensuring manfuacturers and consumers have access to accurate information about these unethical practices is therefore an urgent issue. A famous example of good practice is the ‘Bean to bar’ Tracker, along with QR codes, barcodes, biological markers of specific farms and fermentation processing locations, all of which can link chocolate bars to their potential origin. By comparing the known land size of a farm and the claimed cocoa harvest from that land, we can identify if cocoa of unknown origin is blended into the batch. While such tools are currently being used internally for supply chain traceability, adding an Industrial Metaverse component can open up and showcase the evidence to consumers. Consumers will be able to witness vivid experiences demonstrating the potential impact of supporting the chosen brand. This can showcase the positive changes to society (e.g. freeing children labouring to get an education) or highlight negative practices (e.g. the realities of environmental damage or modern slavery). Such evidence can build a strong identification that by purchasing ethical brands, consumers will be supporting the continuity of ethical production practices and local communities’ upstream supply chains.
Transforming production practices in the industrial metaverse
The Industrial Metaverse will increasingly move from merely representing reality, to shaping it. By shifting demand to ethical products, manufacturers will be able to increase their production scale, reducing the cost per unit and creating a greater impetus towards sustainability.
Instead of waiting for new regulations about environmental and human rights standards to be implemented in the UK, manufacturers must lead the development of similar immersive experience prototypes to confirm the ethics of their production environments. Going beyond the food production case, electronics and automotive manufacturers can validate their production processes by establishing an industrial metaverse around their products and demanding ‘reality snapshot’ data from their supply chains. It will propagate the impact across supply chains towards reaching multiple firms worldwide and make production more transparent for consumers. Not only will that reduce risks of non-compliance with upcoming regulations, but it will also anchor consumer demand with positive societal changes along supply chains. By doing so, manufacturers can champion Sustainable Development Goal 12: “Responsible Consumption and Production”.
What practical steps should manufacturers take from this?
Audit internal cost structures and visibility of operations along supply chains. Instead of aggregating costs at the wholesale level, manufacturers must enquire about the work conditions, energy sources, and potential carbon dioxide emissions through supply chain tiers.
Collaborate with extended reality solution providers to prototype Industrial Metaverse around their products and reveal production ethics along supply chains.
Analyse the integrated data and leverage alternative ways to reduce ethical risks. Communication throughout the industrial sector will help address industrial concerns about data privacy and confidentiality, leading to the industrial standard.
The IfM is currently working on developing a metaverse pilot for highly regulated sectors like aerospace, automotive, and food. These industries have very strict regulations that limit transparency. The goal is to enable a more transparent supply chain, which would contribute to the adherence of human rights and environmental protection. If you would like to collaborate with the team, contact Dr. Nikolai Kazantsev – nk622@cam.ac.uk or IfM Engage.
Acknowledgement: This work was supported by the UKRI Made Smarter Innovation Challenge and the Economic and Social Research Council via InterAct [Grant Reference ES/W007231/1]. We thank Prof Letizia Mortara, Dr Michael Rogerson and Alice Mumford for their feedback on this article.















{kind=link}